
Spezifikation der Spritzgussform für Autokotflügel
——
| Formsockel | LKM, HASCO, DME usw. |
| Formhohlraum-/Kernmaterial | P20, H13, 2738, S136, 718 usw. |
| Formhohlraum | Einzel |
| Formgenauigkeit | ±0,01–0,05 mm |
| Formtyp | 1+1 Familienform, Kaltkanal |
| Formstahl | 718H |
| Formgröße | 245 × 183 mm |
| Lebensdauer des Schimmelpilzes | 50.000 Mal |
| Tor | U-Boot-Tor, Seiten-/Randtor |
| Genauigkeit der Kotflügel | ±0,1 bis 0,5 mm |
| Kunststoffmaterial | ABS |
Kurze Einführung in die Spritzgussform für Autokotflügel
—
Spritzgussformen sind Präzisionswerkzeuge für die Massenproduktion von Kunststoffprodukten. Dabei wird geschmolzener Kunststoff in die Formkavitäten eingespritzt, anschließend abgekühlt und das fertige Produkt ausgeworfen. Dank ihrer Eignung für die Massenproduktion, wie hoher Präzision und individueller Anpassung, zählen Spritzgussformen zu den wichtigsten Werkzeugen für die Herstellung von Kunststoffteilen im Automobil-Interieur und -Exterieur. Sie eignen sich für die Verarbeitung hochtemperaturbeständiger Rohstoffe, beispielsweise für Armaturenbretter, Türverkleidungen, Batteriegehäuse, Ladeschnittstellen und andere wichtige Bauteile.
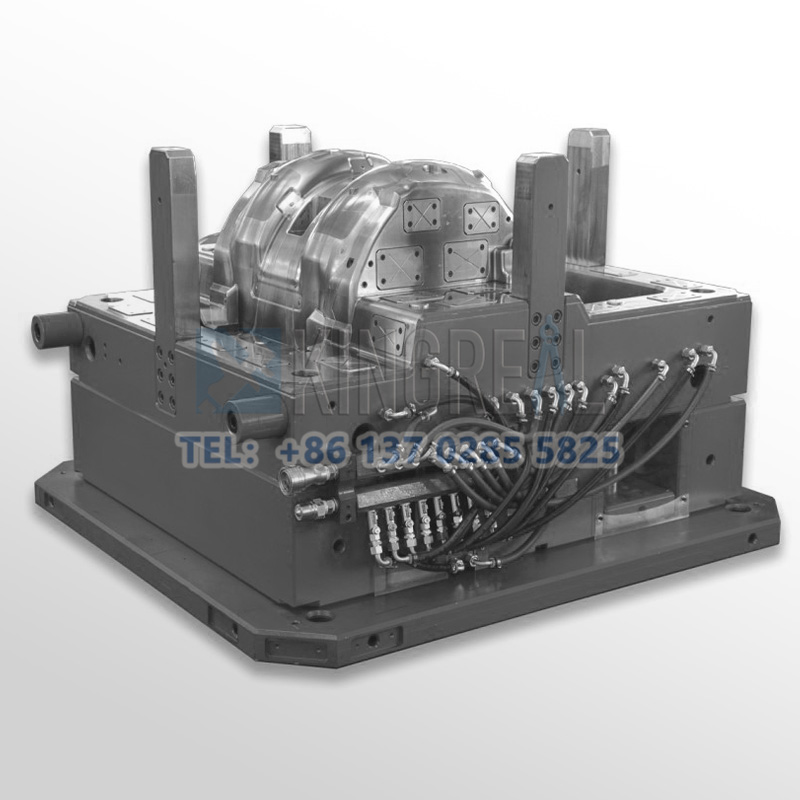
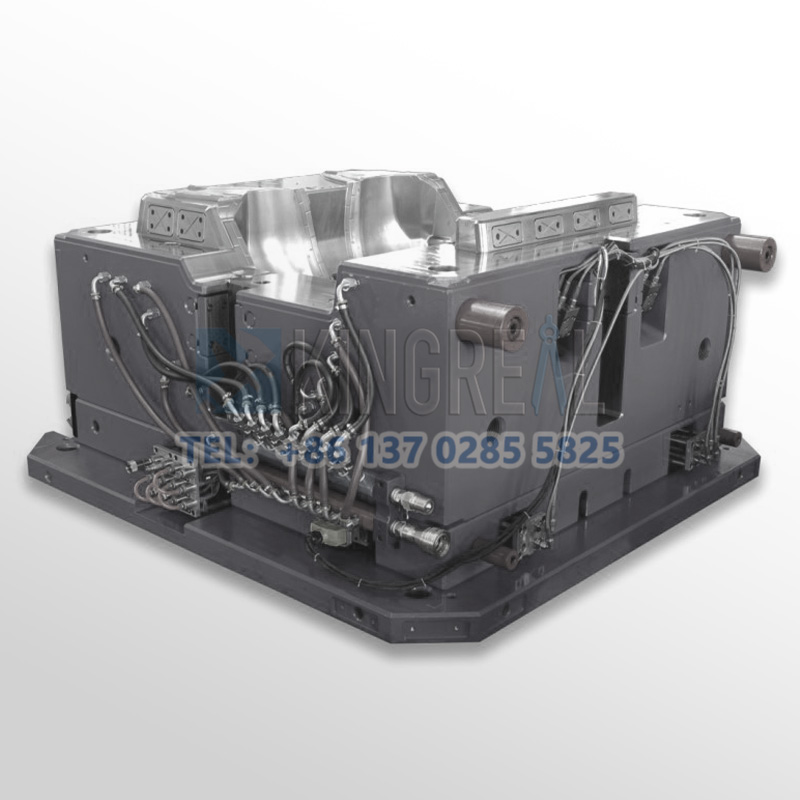
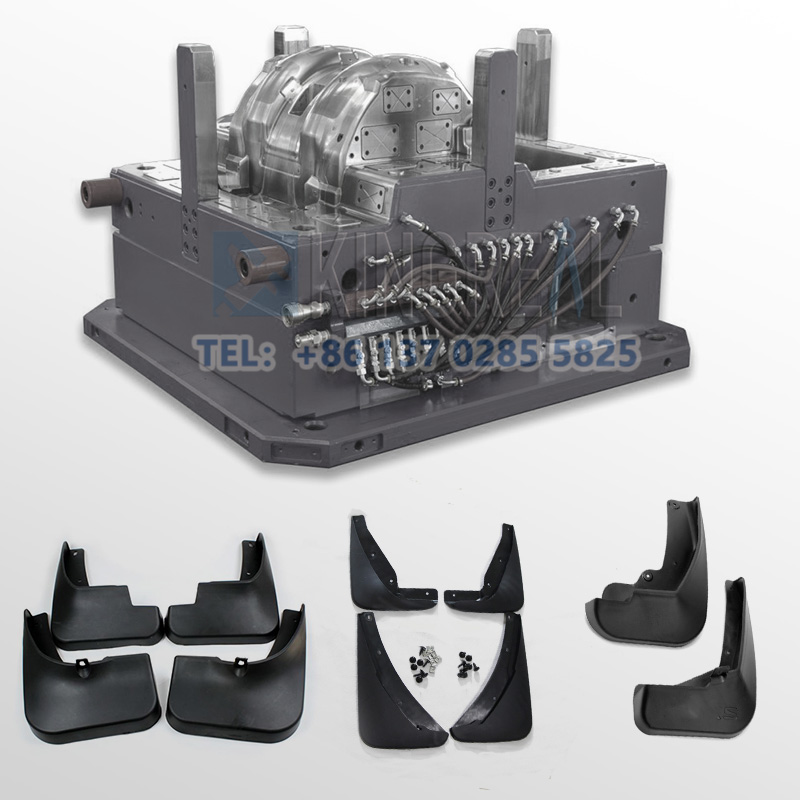
Die Spritzgussform für Autokotflügel besteht aus zwei Teilen: dem beweglichen Formkern und dem festen Formkörper. Beim Schließen bilden diese den Formkörper und das Gießsystem. Unter hohem Druck wird geschmolzener Kunststoff wie ABS oder PP eingespritzt, der anschließend abkühlt und aushärtet, um den fertigen Kotflügel zu erhalten. Der gesamte Prozess der Spritzgussherstellung umfasst das Schließen der Form, das Einspritzen des Klebstoffs und den eigentlichen Formprozess – ein sehr komplexer Vorgang. Er beinhaltet unter anderem das Schließen, das Einspritzen des Klebstoffs, das Nachdrucken, das Abkühlen, das Öffnen der Form und die Entnahme des fertigen Kotflügels. Die Genauigkeit der Formhohlräume bestimmt maßgeblich die Präzision und Oberflächengüte der fertigen Kotflügel.
Die Spritzgussform von KRMOLD für Autokotflügel zeichnet sich durch ein differenziertes Wandstärkendesign aus: Die Wandstärke des Formkörpers wurde von den üblichen 2 mm auf 1,5 mm reduziert, während die lokale Wandstärke auf 1,8–2,5 mm erhöht wurde, um die Festigkeit des Spritzgussteils zu gewährleisten. Dank dieses differenzierten Designs kann KRMOLD mit der Spritzgussform Autokotflügel mit einer Gewichtsreduzierung von über 300 g herstellen und so den Entwicklungsanforderungen der Automobilindustrie gerecht werden.

Herstellungsprozess der Spritzgussform für Autokotflügel
——

Durch 3D-Scanning der Cloud-Daten von Kotflügelprodukten, die Kunden herstellen müssen (die Genauigkeit kann 0,005 mm erreichen), führen wir eine Optimierung der Formstruktur und eine Planung der Trennfläche durch.
Mithilfe von Formfüllanalyse und Wärmebilanzberechnung wird die Simulationskonstruktion des Gießsystems abgeschlossen und schließlich die Konstruktion des Auswurf- und Kernauswurfmechanismus fertiggestellt.

Für die Kavität und den Kern der Spritzgussform für Autokotflügel wird vorgehärteter Stahl P20 oder H13 als Rohmaterial verwendet. Die Schruppbearbeitung erfolgt auf einer Portalfräsmaschine, gefolgt von der Graphit-Elektrodenbearbeitung mittels EDM nach der Präzisionsbearbeitung auf einer 5-Achs-CNC-Maschine. Abschließend wird der Präzisionsbereich der Spritzgussform ultraschallpoliert.

KRMOLD verfügt über einen umfassenden Qualitätskontrollprozess mit einem professionellen Qualitätsprüfungsteam und fortschrittlichen zwei- und dreidimensionalen Qualitätsprüfungsgeräten, um die im Werk für Kunden hergestellten Spritzgussformen einer zwei- und dreidimensionalen Geräteprüfung und einer Probeformmodifikation im Produktionsprozess zu unterziehen.
Spritzgusstechnologie-Design
——
1. Gießsystem für Auto-Kotflügelformen: Heißkanal mit Ventilanschnitt zur Reduzierung von Kanalverlusten und Verbesserung der Füllbalance.
2. Formhohlraumgestaltung für Kunststoff-Kotflügelverbreiterungen: Unterschiedliche Wandstärken (1,5-2,5 mm) in Kombination mit einer Rippenanordnung, um ein Gleichgewicht zwischen geringem Gewicht (Gewichtsreduzierung von 300 g/Stück) und struktureller Festigkeit zu erreichen.
3. Schmelzflussindex (MFI) für Auto-Kotflügelformen: 20-25 g/10min für ABS, 30-35 g/10min für PP (230℃/2,16kg Test), um die Fließfähigkeit und die mechanischen Eigenschaften zu gewährleisten.
4. Spritzgussform für Kotflügel: Formflussanalyse (Mold-flow): Simulation einer Füllrate von ≥ 95 %, Vorhersage der Position der Schweißnaht (Weather Line) und Optimierung durch Anpassung der Formstruktur.
5. Kontrolle des Verzugs bei Spritzgussformen für Kotflügel: Anwendung einer Kühltoleranz von ±0,3 mm/m zur Reduzierung von durch thermische Spannungen verursachten Verformungen.
6. Blasenbeseitigung bei der Spritzgussform für Autokotflügel: Die Einspritzgeschwindigkeit wird in 3 Stufen (schnell-langsam-schnell) gesteuert, mit Vakuum-Entlüftungstankkonstruktion, Porosität ≤ 0,5%.
Merkmale der Spritzgussform für Autokotflügel
——
1. Kosteneffizienz durch Leichtbauweise steigern
Durch Topologieoptimierung und Glasfaserverstärkungstechnologie kann das Gewicht von spritzgegossenen Automobilteilen effektiv reduziert werden, was dazu beitragen kann, das Gesamtgewicht des Autos um 4-6 kg zu senken und die Kraftstoffeffizienz um 2-3 % zu verbessern.
Durch die Konstruktion von Heißkanalsystemen zur Reduzierung des Kaltkanalabfalls können bei der Herstellung von Automobil-Spritzgießformen jährliche Einsparungen bei den Rohmaterialkosten von 15-20 Millionen US-Dollar erzielt werden.
2. Verbesserung der Lebensdauer von Spritzgussteilen für Kotflügel
Die Spritzgussform für Autokotflügel wird auf einem 5-Achs-Bearbeitungszentrum hergestellt, die abschließende CMM-Prüfung der Form entspricht dem Niveau ISO 2768-mK, die Toleranz der Formkavität beträgt ±0,02 mm.
Die Spritzgussform für Autokotflügel besteht aus SKD61-Formstahl (HRC 48-52) mit PVD-Beschichtung, wodurch der Verschleiß um 60 % reduziert und die Lebensdauer der Form von 30.000 auf 120.000 Zyklen erhöht wird.
3. Hochleistungsmaterialkompatibilität bei der Spritzgussfertigung von Kotflügeln
Die Spritzgussform für Kotflügel unterstützt ABS/PC-Legierungen und langglasfaserverstärktes PP (LFT-PP, Faserlänge 10–25 mm) mit einer Wärmeformbeständigkeitstemperatur (HDT) von bis zu 140 °C (ISO 75). Die vorgemischten UV-Stabilisatoren und Antioxidantien für die Spritzgussform haben den 2000-Stunden-Xenonlampen-Alterungstest nach SAE J2527 bestanden.

Über KRMOLD
—
KRMOLD konzentriert sich auf den Bereich der Präzisionsformenkonstruktion und -produktion und verfügt über ein Fertigungsteam von mehr als 200 professionellen Technikern, ein technisches Forschungs- und Entwicklungsteam von mehr als 30 Ingenieuren sowie ein Full-Cycle-Serviceteam, das von der Beratung vor dem Verkauf bis zur Wartung nach dem Verkauf alles abdeckt und Dienstleistungen für den gesamten Prozess anbietet, von der Formenkonstruktion über die Präzisionsbearbeitung bis hin zum Spritzgießen.
KRMOLD Mold ist mit international erstklassigen Anlagen ausgestattet, wie z. B. CNC-Bearbeitungszentren, einer japanischen Makino-Präzisionsfunkenerosionsmaschine, einer japanischen Shadick-Drahterodiermaschine, einer japanischen Toshiba-Spritzgießmaschine und anderen Produktionsanlagen bekannter in- und ausländischer Marken, um eine Bearbeitungsgenauigkeit von ± 0,002 mm zu erreichen und den Anforderungen einer Vielzahl von hochpräzisen Kunststoffspritzgussformen gerecht zu werden.

Häufig gestellte Fragen: Wie erhalte ich ein Angebot für kundenspezifische Spritzgussformen?
——
Bitte geben Sie die Kunststoffart (z. B. PP, ABS) und die Anforderungen an die Nachbearbeitung (z. B. Lackieren, Siebdruck) an und stellen Sie 2D- oder 3D-Zeichnungen der Kunststoffteile bereit. Geben Sie außerdem die Produktionsmenge, die Anforderungen an das Aussehen, die Toleranznormen usw. an.
Geben Sie die Kunststoffart (z. B. PP, ABS) und die Anforderungen für die Nachbearbeitung (z. B. Spritzen, Siebdruck) an und stellen Sie 2D- oder 3D-Zeichnungen der Kunststoffteile bereit. Geben Sie gleichzeitig das Produktionsvolumen, die Anforderungen an das Erscheinungsbild, die Toleranzstandards usw. an.
Im Allgemeinen beginnen unsere Ingenieure sofort mit der Angebotserstellung, nachdem der Kunde die vollständigen Produktionsanforderungen übermittelt hat. Normalerweise dauert dies etwa 1-3 Tage.
Die Lieferzeit für herkömmliche Spritzgussformen beträgt in der Regel 30–60 Tage und kann bei komplexen Formen länger sein. Beispielsweise beträgt die typische Lieferzeit für Flüssigsilikonformen etwa 60 Tage und umfasst Design, Herstellung, Formprüfung usw.
Hochpräzise Verarbeitungstechnologie: Hochpräzise Geräte wie CNC-Bearbeitungszentren (CNC) und Funkenerosionsmaschinen (EDM) werden verwendet, um den Designprozess in Kombination mit CAD/CAM-Software zu optimieren. Qualitätskontrolle: Überprüfung der wichtigsten Abmessungen der Form mit einem Koordinatenmessgerät (KMG) und Überprüfung mehrerer Probenchargen während der Probeformphase. Materialauswahl: Verwenden Sie für die Matrizenmuttern Matrizenstahl mit hoher Verschleißfestigkeit (z. B. H13, S136) und Oberflächenbehandlung (z. B. Nitrieren, Verchromen), um die Lebensdauer zu verlängern.
Überprüfen Sie nach jeweils 50.000 Formen die Führungssäule, den Auswerferstift und andere Verschleißteile und reinigen Sie die Formoberfläche von Kunststoffresten und Rost. Verwenden Sie Hochtemperaturfett für Gleitteile (z. B. Kippdeckel, Schieber), um Reibungsverluste zu reduzieren. Stellen Sie sicher, dass der Wasserkreislauf reibungslos funktioniert und der Temperaturunterschied ≤ 5 °C beträgt, um Risse in der Form durch thermische Belastung zu vermeiden.
Die Materialkosten für die Form betragen etwa 30–40 % (z. B. kostet eine Tonne P20-Stahl etwa 20.000 Yuan), die Verarbeitungskosten mehr als 50 % (CNC-Arbeitsstundensatz etwa 80–150 Yuan/Stunde). Bei der Kleinserienproduktion kann eine Aluminiumform gewählt oder die Konstruktion vereinfacht werden. Bei über 100.000 Stück wird die Verwendung von Hartmetalleinsätzen empfohlen, um die Lebensdauer zu verlängern!
Spritzgussprodukte müssen die Designanforderungen (wie Größe, Aussehen) vollständig erfüllen und eine kontinuierliche und stabile Produktion gewährleisten. Formmarkierungen, Prüfberichte (wie z. B. Materialhärteprüfungen) und technische Zeichnungen sollten vollständig sein.
Die Kosten werden direkt von Formstahl (wie S136H, NAK80 und anderen importierten Materialien) und der Art des Formembryos (die kurzfristigen Kosten einer Aluminiumform sind niedrig, die Lebensdauer jedoch kurz) beeinflusst. Der Einsatz von CAD/CAE/CAM-Designtechnologie, Heißkanalsystemen usw. erhöht zwar die Anfangsinvestition, kann aber die langfristigen Vorteile (wie z. B. Reduzierung der Angüsse und Steigerung der Produktionskapazität) verbessern.


